
【摘要】针对电动汽车动力电池能量密度逐渐上升及快充过程中电池发热量大的问题,本文提出采用蜂窝型单面吹胀铝板作为电池冷板的一种新型冷媒直冷电池热管理系统,充分利用制冷剂在流道内的高沸腾传热潜热处理动力电池热负荷。为了研究此冷媒直冷热管理系统的运行性能,构建了新型直冷系统的实验测试装置,并在UDDS标准工况下进行实验研究。测试结果表明:在6 kW下的最大设计发热量下,系统在150 s左右可快速响应热管理需求,具有较快的温度响应特性;电池冷板表面平均温度可控制在15~20 ℃的最佳温度区间,并达到温差小于4 ℃的良好均温性,且系统COP稳定在2.8以上。
1 新型吹胀冷板直冷系统1.1 系统原理
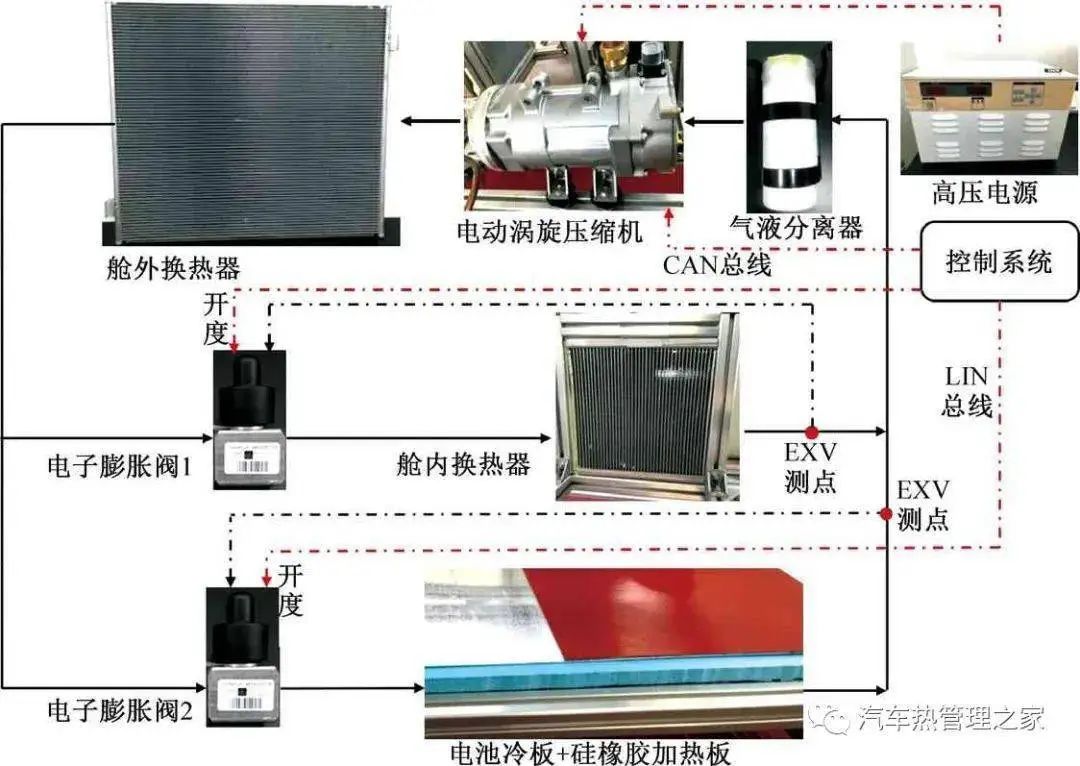
新型吹胀冷板直冷系统(以下简称:直冷系统)系统拓扑结构如图1所示。直冷系统由电动涡旋压缩机、平行流微通道换热器、电池冷板、电子膨胀阀、储液器、气液分离器等主要部件组成。直冷系统的工作原理为:电动压缩机1排出的高温高压制冷剂蒸气经舱外换热器2冷凝,在储液器4后分流至两个子回路,分别流经电子膨胀阀5、9节流后进入电池冷板6以及舱内蒸发器10蒸发吸热,汇合流经气液分离器13以过热状态回到压缩机,完成一个完整的直冷冷却循环。
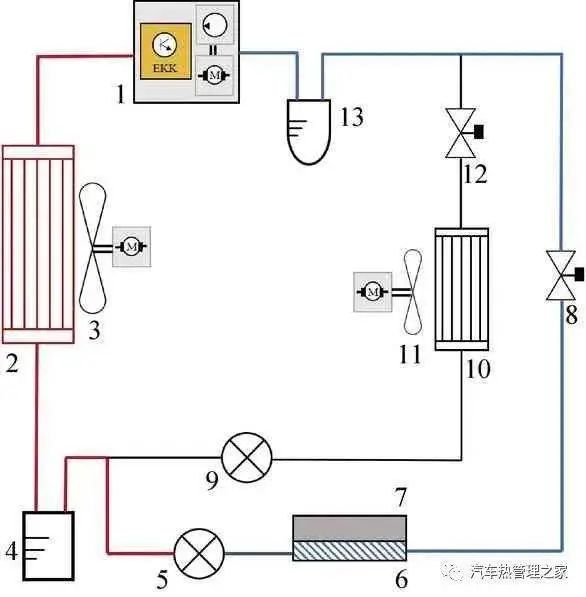
1电动压缩机;2舱外换热器;3,11风机;4储液器;
5,9电子膨胀阀;6电池冷板;7模拟热源;8,12电磁阀;
10舱内换热器;13气液分离器。
图1 系统拓扑结构图
Fig.1 Topography structure of the system
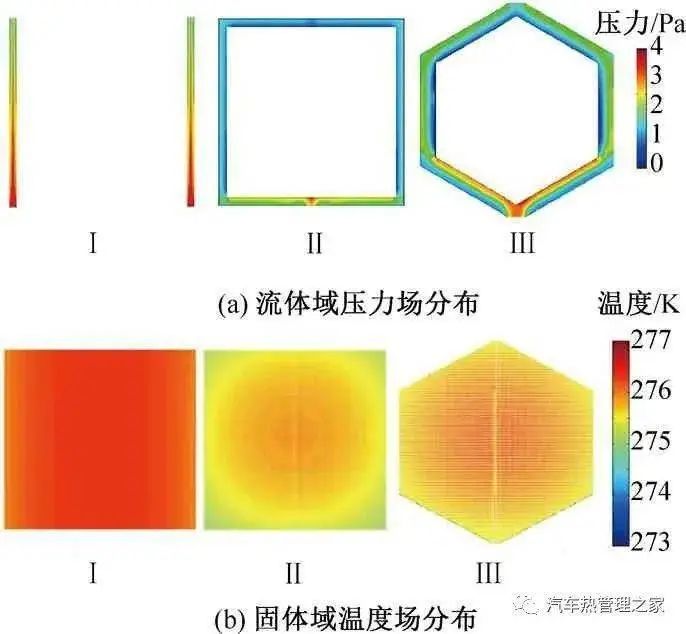
图2 不同结构流道仿真结果[16]
Fig.2 Simulation result of various flow channel unit[16]
1.2 电池冷板设计
传统口琴管式流道存在分流困难和传热面积较小的缺点,图2所示为3种流道单元结构的仿真结果,传热单元固体域设置内热源,外壁面与环境对流传热,介质流经3种不同结构的流道对仿真单元进行冷却。在计算域面积相等和仿真工况相同的前提下,与传统的口琴管流道冷板结构(Ⅰ)相比,四边形流道(Ⅱ)与蜂窝型流道(Ⅲ)的流动阻力虽然增加,但是蜂窝型流道(Ⅲ)的固体域平均温度较Ⅰ的低且整体温差更小,说明Ⅲ能够在有效增强流固耦合传热、提升传热效率的同时实现固体域侧较佳的均温性能。
基于上述学术思想,本文设计并试制了如图3所示的新型蜂窝型流道单面吹胀铝板,电池冷板与动力电池接触侧结构为平面,适用于主流方形电池模组,下表面为蜂窝型六边形流道。所试制的电池冷板流道宽度为10 mm,流道高度为3 mm,电池冷板整体厚度为5 mm,单块电池冷板面积为0.56 m 2。
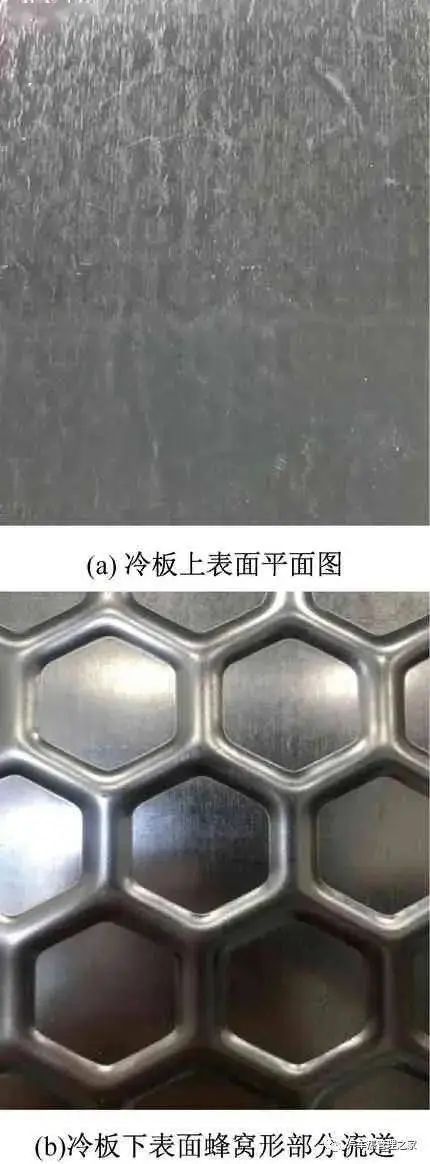
图3 电池冷板上下表面结构
Fig.3 Structure of the top and bottom surfaces of the battery cooling plate
1.3 实验系统
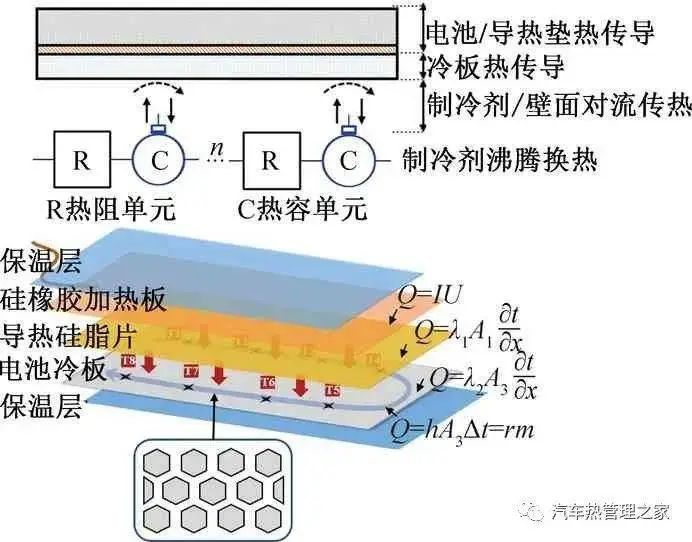
电池冷板侧夹层结构如图4所示,电池冷板侧为5层夹层结构,加热板与电池冷板间铺设厚度为0.5 mm的导热垫片,底部与顶部布置2 mm厚的保温板并采用高粘泡棉将整个电池冷板侧进行密封以减少电加热模拟热源的漏热以及消除环境温度对实验系统的影响。基于实际电池模组分布,沿流程在每个模组中心点冷板表面布置K型热电偶测量电池冷板表面温度,温度测点T1~T8位置分布如图4所示。电池冷板侧传热过程由4个传热环节组成,热平衡关系式如式(1)所示。
图4 电池冷板侧夹层结构
Fig.4 Multilayer structure of the test system for the battery cooling plate
(1)
式中: I、 U分别为调压器测量电流与电压,A、V; λ1与 λ2分别为导热硅脂与电池冷板导热系数,W/(m·K); h为板内对流换热表面传热系数,W/(m 2·K);Δ T为流固温差,K; r为制冷剂汽化潜热,J/kg; qm为制冷剂质量流量,kg/s; Ai( i=1,2,3)为各环节传热面积,m 2。
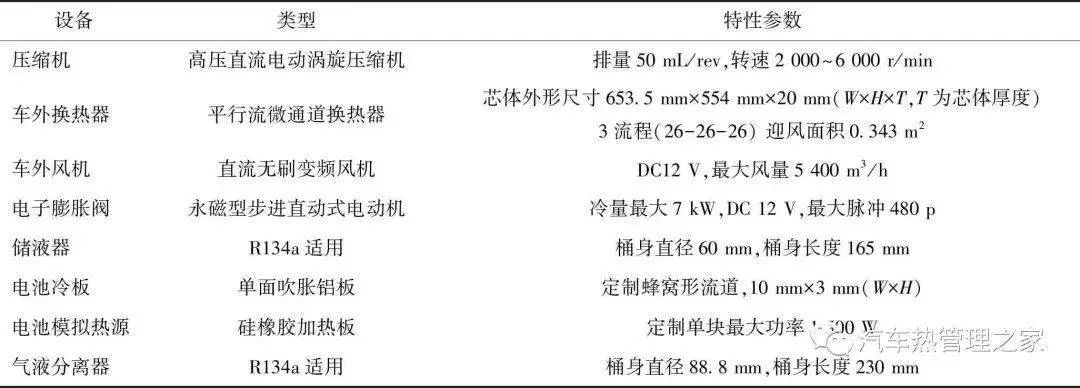
基于上述电池冷板侧测试结构,搭建如图5所示的测试台架。压缩机通过CAN总线与控制系统通信实现转速的调节,根据电池冷板出口过热度通过LIN总线调节电子膨胀阀开度,舱外风机风量通过调整风机电压进行调节。测试样机采用8组硅橡胶加热板模拟动力电池的发热功率,加热板尺寸根据模组尺寸进行定制,单块加热板尺寸为306 mm×735 mm,模拟热源配置大功率调压器,通过调节供电电压来实现加热功率的调节。系统采用的制冷剂为R134a,利用制冷剂的汽化潜热吸收热源热量,结合制冷剂处于两相区域时忽略压降前提下温度恒定的热力学特性来实现电池模组的高效冷却与均温性能。系统上位机采用NI LabView进行系统压缩机等部件的控制以及部分数据采集与存储,热电偶温度采用Agilent 34901模块采集。系统所有连接管路布置有保温棉,减少管道漏热,每个工况预热15 min,测试时间为10 min,取系统性能参数稳定部分进行数据处理与测试结果分析。新型吹胀冷板直冷系统关键部件特性参数如表1所示。
2 实验结果与误差分析2.1 系统不确定度分析
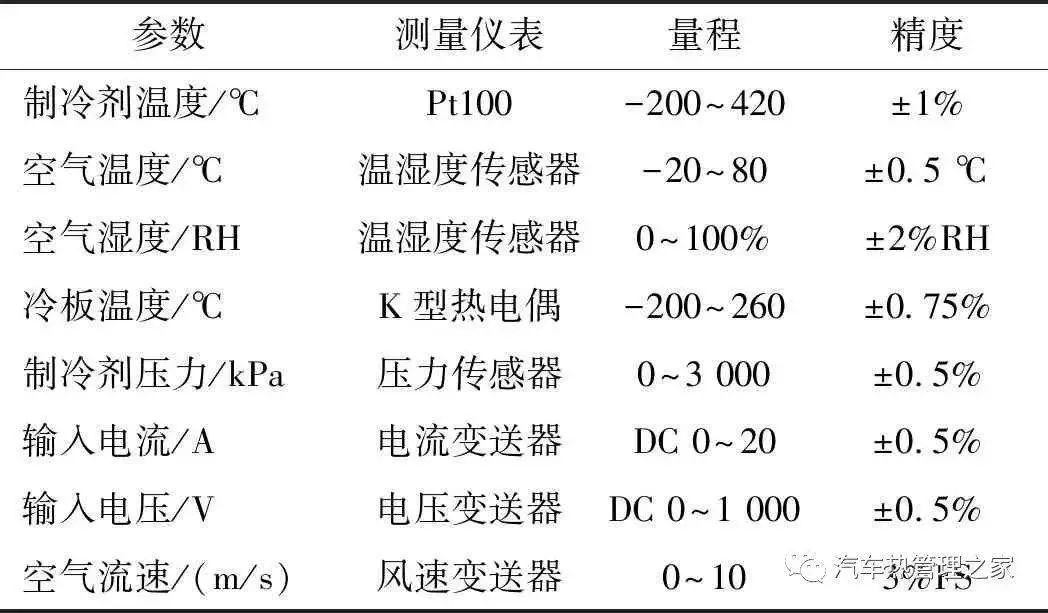
直冷系统主要部件进出口布置高精度铂电阻和压力传感器。电动压缩机功率通过直流电压和电流变送器测量,模拟热源功率通过调压器读数与所测量电流获得。空气侧进出口布置温湿度传感器,空气流速通过高精度风速变送器测量,冷板表面温度采用K型热电偶测量。系统主要测量仪表参数如表2所示。

图5 测试系统示意图
Fig.5 Schematic diagram of the test system
表1 关键部件参数
Tab.1 Specifications of components
为了评估冷媒直冷热管理系统的系统性能,需利用所测得的实验数据计算系统功耗、换热量和COP等系统性能参数。
系统部件热力学平衡 [17]:
∑( qmh) in+∑ Qin+ Wsys=∑( qmh) out+∑ Qout
(2)
式中: Wsys为系统功耗,kW;∑( qmh) in为进口焓值乘以质量流量,kW;∑ Qin为输入热量,kW;∑( qmh) out为出口焓值乘以质量流量,kW;∑ Qout为输出热量,kW。
系统能效比:
COP= Qevap/ Wsys
(3)
式中: Qevap为电池冷板侧换热量,kW,利用电池冷板进出口焓差进行计算; Wsys为系统功耗,kW,为压缩机功耗与舱外风机电耗之和。
表2 测量设备和参数
Tab.2 Measuring equipment and parameters
对测试结果进行不确定度分析,对于系统换热量、COP等非直接测量的系统参数,根据Moffat公式 [1]来计算实验不确定度。经过计算,冷媒直冷热管理系统在所给定工况下,制冷量与COP的不确定度分别为6.2%与8.3%。
f= f( Y1, Y2, Y3…)
(4)
(5)
2.2 系统冷却性能
图6所示为在UDDS测试工况环境温度30 ℃下给定硅橡胶加热板模拟电池发热量为5 kW时,电池冷板上表面温度随时间的变化。

图6 5 kW工况下电池冷板温度随时间的变化
Fig.6 Time-evolution of the temperature of the battery cooling plate under 5 kW condition
测试系统部件启动时序为压缩机启动后15 s开启模拟热源,由于新型吹胀直冷系统的高效冷却特性,冷板进口处表面温度下降很快,经过40 s平均温度从30 ℃降至20 ℃以下,但在系统运行初期,电池冷板出口处制冷剂过热度过大、冷板与制冷剂间的对流换热表面传热系数较小,故电池冷板出口处表面温度呈先短暂上升后快速下降的趋势,并在150 s左右整块冷板测点温度分布满足温控要求,在300 s后冷板温度保持动态平衡。通过上述分析可知,系统具备较快的冷却速率,能够快速响应电池侧热管理需求。
2.3 系统均温性能
制冷剂在冷板内热力过程为管内沸腾强制对流传热。在忽略管内压降的理想状态下,制冷剂压力保持恒定,结合两相区温度压力一一对应的热力学特性,温度将保持恒定。在实际传热过程中,随着制冷剂在冷板内流动,由于压降的存在,冷板内部制冷剂温度将沿流程逐渐下降,在流程中某一点处达到最低值直至过热之后温度逐渐上升。电池冷板与内部制冷剂之间的传热过程为强制对流传热,冷板表面温度沿流程同样将先下降,但冷板温度上升临界点与制冷剂存在差异,当冷板内部制冷剂干度上升至某一临界点,制冷剂流型发生变化时,传热恶化导致对流换热表面传热系数下降,冷板温度逐渐上升。
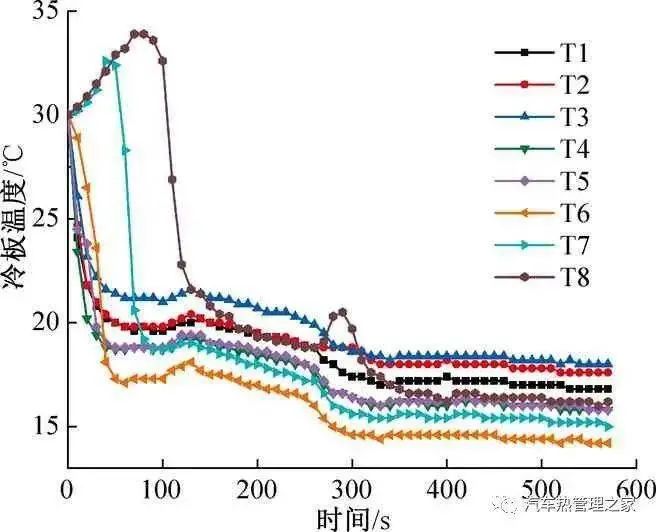
图7 6 kW工况下电池冷板温度分布
Fig.7 The temperature distribution of the cooling plates under 6 kW condition
如前所述,每块电池冷板布置8个K型热电偶,按照冷却工况下进口到出口热电偶标号为T1~T8。图7所示为在模拟模组充放电发热功率为6 kW时,电池冷板表面温度分布随时间的变化。由图7可知,T1~T8的温度变化趋势满足上述理论,电池冷板温度沿流程一直降至最低点T6,在T6之后温度开始呈上升趋势,说明在T6附近冷板内部传热开始恶化,对流传热换热量减小。在控制电池冷板出口过热度为2 K时,考虑冷板进出口管径变化造成压降带来的闪发,电池冷板大部分面积制冷剂状态将始终处于两相区,故电池冷板出口表面温度与入口基本相等。
图8所示为电池冷板最大温差随加热功率的变化。由图8可知,在加热功率3~6 kW区间内,保证电池冷板均温性的前提下,直冷系统冷板表面温度能控制在15~20 ℃,随着模拟热源加热率的增加,电池冷板表面温度上升,当发热功率从3 kW增至6 kW时,电池冷板表面最高温度从17.45 ℃增至20.86 ℃。另一方面,随着发热功率的增加冷板表面最大温差上升,均温性能下降,这是由于冷板内的沿程阻力和局部阻力增大。但在给定的功率区间内,冷板表面的最大温差均能精准地控制在4 ℃以内,满足电池模组之间所需的均温性要求。
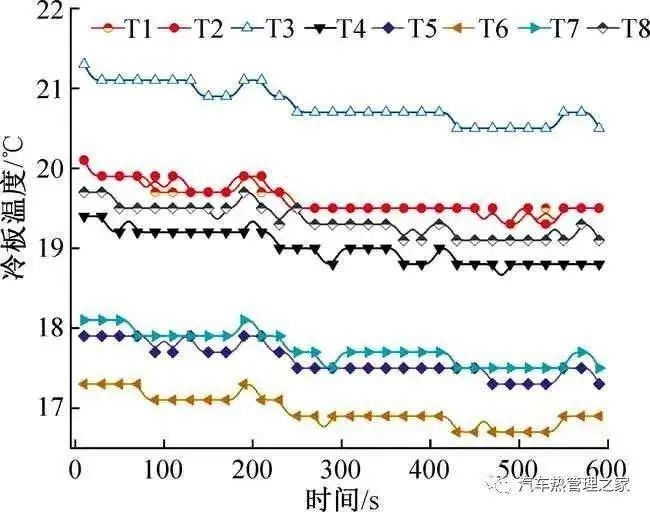
图8 电池冷板最大温差随加热功率的变化
Fig.8 The maximum temperature difference of the cooling plates under different heating powers
2.4 冷板压降性能
图9所示为电池冷板进出口压降随加热功率的变化。由图9可知,随着加热功率的增加,系统制冷剂质量流量增加,冷板内制冷剂流速增大,冷板的压降逐渐增大,在最大加热功率6 kW时,电池冷板的进出口压降最大为89 kPa。经过分析,由于进出口处管径的突变,此处压降占总压降的比例较大,虽然冷板内部流道与直流道相比压降会上升,但六边形流道在可接受的压降范围内达到较佳的均温性。
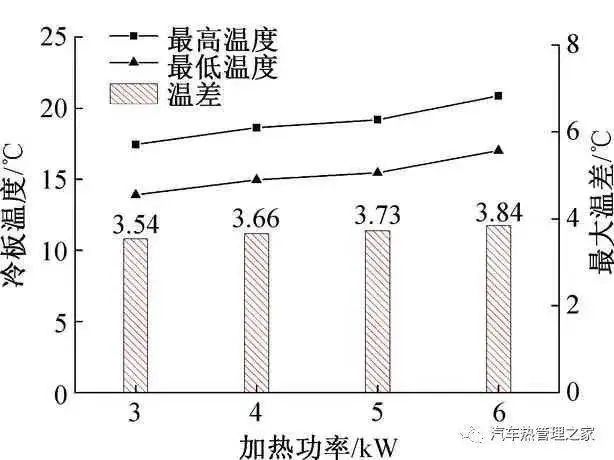
图9 电池冷板进出口压降随加热功率的变化
Fig.9 The pressure drop of the cooling plate under different heating powers
2.5 系统整体性能
图10所示为在UDDS标准工况环境温度下,调节膨胀阀控制冷板出口过热度2 K,系统高低压压力与COP随加热功率的变化。
由图10可知,为了满足电池冷板温度区间和均温性,随着加热功率的增加,电动压缩机转速增加、系统制冷剂质量流量上升,且系统压降增加,故高低压压差上升,系统COP下降。当加热功率从3 kW增至6 kW时,系统能效虽然从3.42降至2.82,但在给定的工况区间内,COP均稳定在2.8以上。
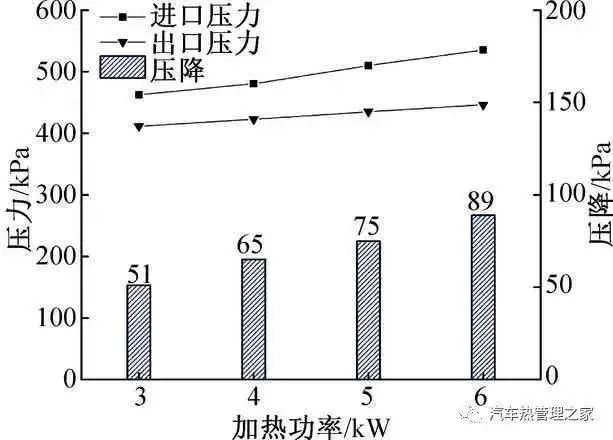
图10 系统高低压与COP随加热功率的变化
Fig.10 The suction pressure, discharge pressure and COP under different heating powers
3 结论
本文提出采用新型蜂窝型单面吹胀铝板作为电池冷板的新型冷媒直冷电池热管理系统,设计了新型冷板并搭建了系统测试台架,基于测试结果,对冷板控温性能和系统整体性能进行分析。得到如下结论:
1)新型吹胀冷板与传统口琴管流道相比增加了动力电池侧传热面积,系统能够快速响应动力电池侧的热需求,实现快速冷却。在给定加热功率5 kW下,电池冷板平均温度从30 ℃降至20 ℃左右所需时间约为150 s,与液冷系统和口琴管流道相比,系统冷却效率高。
2)新型吹胀冷板直冷系统在发热功率3~6 kW区间内,电池冷板温度能控制在15~20 ℃,最大温差保持在4 ℃以下,满足动力电池温控与均温性要求。测点T1~T6的温度由于内部压降而逐渐下降,之后T6~T8的温度因干度上升和传热恶化而逐渐上升,冷板压降随制冷量的增大而增大,在6 kW时压降最大为89 kPa。
3)UDDS工况控制冷板出口过热度2 K,系统COP随加热功率的上升和系统高低压压差上升而降低,稳定在2.8以上。

电话:0755-28100016
邮箱:sales.cn@uxingroup.com
地址:中国广东省深圳市龙华新区清祥路宝能科技园9栋B座7楼
